















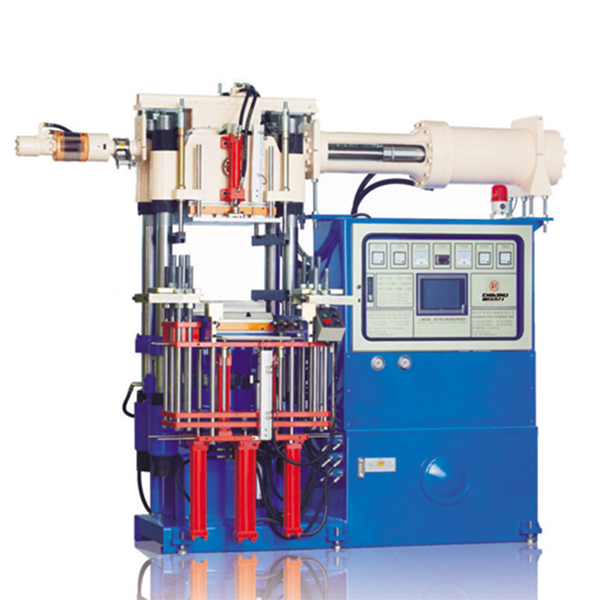
Автоматический плоский вулканизатор резины
Оборудование, с помощью которого при постоянной температуре и давлении, под управлением автоматической программы, полуфабрикаты из резины (например, резиновый лист, предварительно сформованные заготовки) вулканизируются и формуются в плоские изделия или изделия методом прессования.
Описание
маркер
Автоматическая плоскопластинчатая вулканизационная машина для резины
Определение: оборудование, с помощью которого при постоянной температуре и давлении, под управлением автоматической программы, полуфабрикаты из резины (например, резиновый лист, предварительно сформованные заготовки) вулканизируются и формуются в плоские изделия или изделия методом прессования. Является ключевым оборудованием в прессовом и каландровом методах вулканизации.
Ключевые функции
- Автоматическая вулканизация:
Объединяет функции нагрева с точным контролем температуры, гидравлического давления и программного управления. Автоматически выполняет полный цикл: смыкание пресс-формы, нагрев, выдержка под давлением, вулканизация, открытие формы — без участия оператора, повышая эффективность и стабильность процесса.
- Точное формование:
Равномерный нагрев резины с помощью нагретых плит, стабильное давление от гидросистемы (5–30 МПа) обеспечивают равномерную толщину и высокую размерную точность изделий (допуски ±0,1 мм ~ ±0,5 мм).
Основные типы
1. По конструкции:
• Рамная плосковулканизационная машина:
Имеет жёсткую рамную конструкцию, отличается высокой точностью, подходит для изделий средних и малых размеров (например, резиновые листы, уплотнительные прокладки).
• Колонная плосковулканизационная машина:
Верхняя и нижняя плиты поддерживаются колоннами, имеет большой ход открытия/закрытия, удобно для загрузки крупногабаритных изделий (например, резиновые гусеницы, крупные уплотнители).
2. По количеству плит:
• Одноплитная машина:
За один цикл формуется одна форма, подходит для малых партий или толстостенных изделий (например, резиновые опорные блоки).
• Многоплитная машина:
Состоит из 2–6 нагревательных плит, может одновременно обрабатывать несколько форм, обладает высокой производительностью (например, при производстве подошв обуви, изоляционных листов).
Ключевые узлы
- Нагревательные плиты:
Изготовлены из чугуна или стали, оснащены встроенными нагревательными каналами (электро- или паронагрев). Обладают высокой плоскостностью (шероховатость поверхности Ra ≤ 1.6 мкм), что обеспечивает равномерный прогрев резины.
- Гидравлическая система:
Приводит в движение верхнюю и нижнюю плиты для смыкания формы, обеспечивает стабильное вулканизационное давление (колебания не более ±0,5 МПа).
- Система управления (PLC):
Предварительно устанавливаются параметры вулканизации (температура 120–200 °C, давление, время 5–30 минут), ведётся автоматический контроль и регулировка. Возможна настройка и сохранение нескольких рецептов, переключение одним нажатием.
Сферы применения
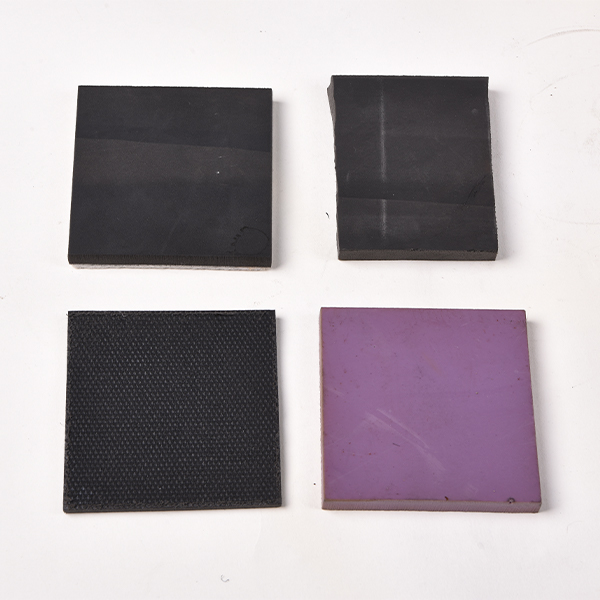
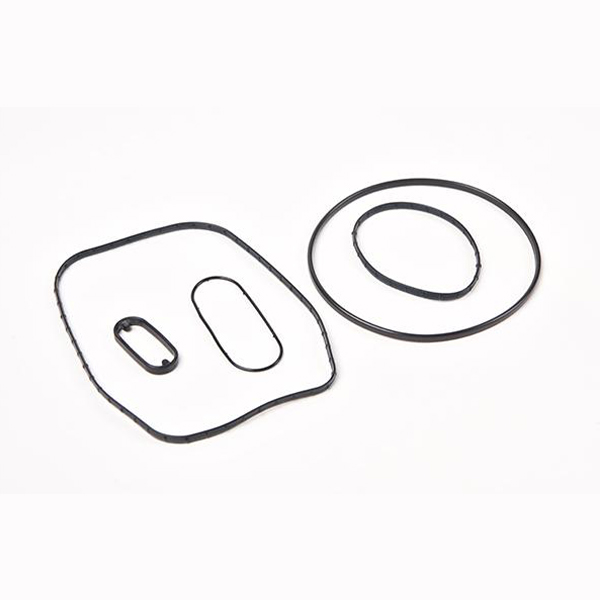
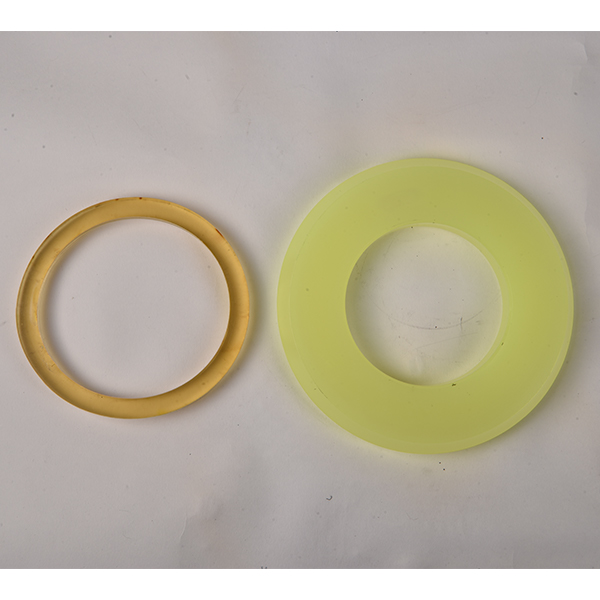
• Плоские изделия:
Промышленные резиновые листы (маслостойкие, износостойкие), изоляционные резиновые листы, уплотнительные прокладки, резиновая плитка.
• Изделия, формуемые в пресс-формах:
Резиновые подошвы, автомобильные амортизирующие детали (например, опоры двигателя), различные мелкие изделия (O-кольца, силиконовые накладки на кнопки).
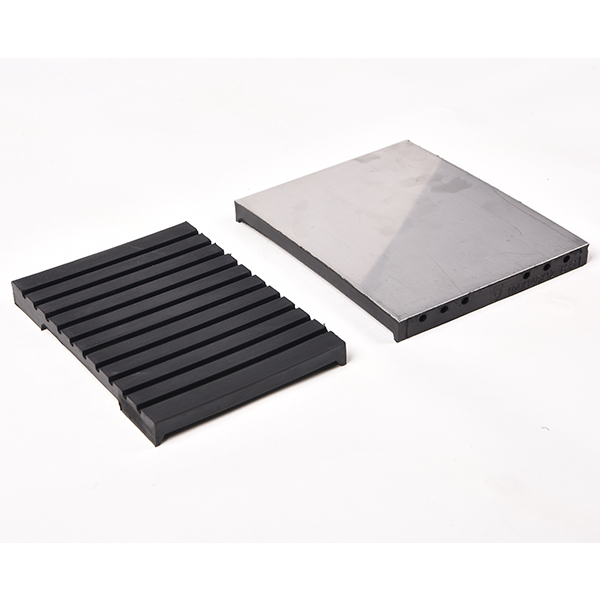
• Сложные материалы:
Композитные изделия из резины и металла/ткани (например, композитные облицовочные пластины, стыки конвейерных лент).
Преимущества
- Высокая производительность и автоматизация:
Время одного цикла может быть сокращено до 5–15 минут. Многоплитные модели обеспечивают рост производительности в 3–5 раз. Снижается участие человека и количество ошибок.
- Хорошая повторяемость:
Равномерность температуры плит ±2 °C, стабильное давление. После вулканизации изделия имеют малое отклонение по толщине и твёрдости. Подходит для высокоточных изделий (например, медицинские компоненты).
- Безопасность и удобство:
Оснащается световыми завесами, аварийной остановкой. Управление — через сенсорный экран, настройка параметров интуитивно понятна, легко обучиться работе.
Принцип работы
1. Подготовка и загрузка:
Взвешенная и нарезанная по размеру резиновая смесь закладывается в пресс-форму (или укладывается непосредственно на плиту).
2. Автоматическое смыкание формы:
Гидравлический привод поднимает нижнюю плиту к верхней (с подогревом) до достижения заданного усилия смыкания.
3. Нагрев и вулканизация:
Плиты прогревают резину до заданной температуры. Под управлением PLC поддерживаются заданные температура и давление. Резина заполняет форму (в случае формования) или прессуется в лист. Происходит сшивание молекул и затвердевание.
4. Открытие формы и извлечение изделия:
По окончании времени вулканизации гидравлическая система сбрасывает давление, плиты расходятся. Изделие извлекается (формованные изделия — с помощью разъёма формы, плоские — сразу обрезаются).
Если вы хотите узнать параметры конкретной модели (например, размер плиты 1000×1000 мм, максимальное давление, энергосберегающие технологии — например, рекуперация тепла), дайте знать, и я помогу подобрать подходящий вариант~
связаться с нами
Сопутствующие популярные продукты
Машина для литья резины под давлением
Оборудование, использующее интегрированный процесс «инжекция + вулканизация», в котором резиновое сырьё (в гранулах или блоках) расплавляется и пластицируется, затем с высокой скоростью впрыскивается в форму, где при постоянной температуре проходит вулканизацию и формуется в прецизионные резиновые изделия.

Фторкаучуковая прокладка
С фторкаучуком в качестве основного материала, он устойчив к высокой температуре (260 ℃ в течение длительного времени), химической коррозии (H2SO4, NaOH и т. д.), имеет гладкую поверхность и отличные уплотнительные свойства.

Силиконовый уплотнитель
Силиконовые уплотнения опираются на научно-исследовательские мощности высокотехнологичных предприятий и используют формулу силикона нано-класса, которая обладает превосходной эластичностью уплотнения, стойкостью к химической коррозии и устойчивостью к старению.

Металлическая резиновая виброгасящая прокладка
Металлическая рама + резиновое демпфирование, сильная несущая способность и хорошее снижение вибрации.

Защитный колпачок
В качестве защитного колпачка прецизионных деталей оборудования, защитный колпачок изготовлен из высококачественного эластомерного материала с превосходными пыленепроницаемыми, водонепроницаемыми и ударопрочными свойствами.
Специальное уплотнение
Изготавливается по индивидуальному заказу в соответствии с потребностями заказчика, с использованием резины, фторкаучука, полиуретана и других материалов, адаптированных к специальным конструкциям (например, нерегулярные канавки, сложные полости).

Вакуумный резиновый плоский вулканизатор
Оборудование, которое вулканизирует резиновые полуфабрикаты (например, экструдированные резиновые полосы и предварительно сформированные резиновые блоки) в продукты с определенными механическими свойствами с помощью вакуумной среды и постоянной температуры и давления.

Легкая виброгасящая прокладка
Изготовлен из высококачественной резины, обладающей высокой эластичностью и устойчивостью к старению, снижает вибрацию фар и шум.
Уплотнение
Охватывает такие категории, как уплотнительные кольца, сальники, прокладки и другие, используя резину, фторкаучук, полиуретан и другие материалы для удовлетворения различных потребностей в герметизации.
Полиуретановые виброгасящие детали
Изготовленный из полиуретанового эластомера, он очень износостойкий и очень упругий (коэффициент отскока ≥ 70%), а также имеет как уплотнительные, так и виброгасящие функции.
Железнодорожная композитная прокладка
Резинометаллический композит, устойчивый к большим нагрузкам и деформациям, поглощает вибрацию рельсов.

Резиновый виброгасящий блок
Натуральный каучук, обладающий высокой эластичностью и стойкостью к атмосферным воздействиям, подходит для кондиционеров и вентиляторов для гашения вибрации.

Железные композитные виброгасящие детали
Железные детали и резина интегрированы, с жесткой опорой и эластичным снижением вибрации, чтобы оптимизировать защиту от вибрации оборудования.

Резиновая ручка
Противоскользящая резина, удобная и износостойкая, с индивидуальной окраской и формой, подходит для ящиков для инструментов и дверей шкафов.

Экструдер резины
Оборудование, с помощью которого за счёт нагрева и сдвигово-прессующего действия вращающегося шнека непрерывно выдавливается смешанный резиновый материал, формируя полуфабрикат с определённым поперечным сечением (например, резиновая трубка, лента, уплотнитель и др.).

Резиновая втулка
Он принимает композитную структуру из резины и металлического каркаса и формируется с помощью процесса точной вулканизации, с высокой эластичностью и жесткой опорой.



