









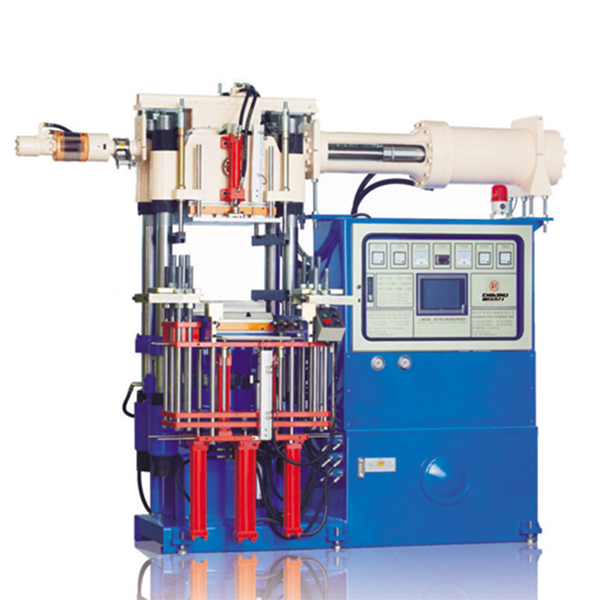











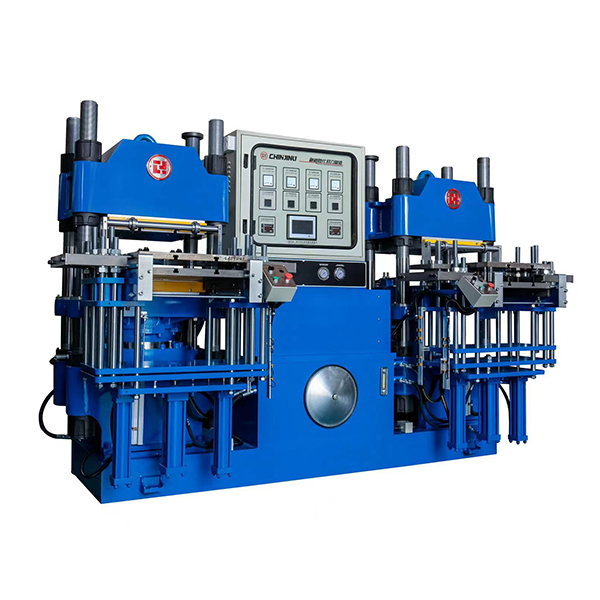
Машина для литья резины под давлением
Оборудование, использующее интегрированный процесс «инжекция + вулканизация», в котором резиновое сырьё (в гранулах или блоках) расплавляется и пластицируется, затем с высокой скоростью впрыскивается в форму, где при постоянной температуре проходит вулканизацию и формуется в прецизионные резиновые изделия.
Описание
маркер
Резиновая инжекционно-вулканизационная литьевая машина
Определение: оборудование, использующее интегрированный процесс «инжекция + вулканизация», в котором резиновое сырьё (в гранулах или блоках) расплавляется и пластицируется, затем с высокой скоростью впрыскивается в форму, где при постоянной температуре проходит вулканизацию и формуется в прецизионные резиновые изделия. Также называется «резиновая машина для инжекционного формования».
Ключевые функции
- Высокоэффективное формование:
Интегрирует весь процесс «пластификация → впрыск → вулканизация», заменяет ручную загрузку при традиционном прессовании, подходит для автоматизированного производства изделий со сложной структурой и высокой точностью.
- Точное управление:
Пластификация резины осуществляется с помощью шнека или поршня. Давление впрыска (50–200 МПа), скорость (10–200 мм/с), температура (80–150℃) точно регулируются, обеспечивая равномерное заполнение мелких формовых элементов (например, зубчатых колес, многогнездных деталей).
Основные типы
1. По способу впрыска:
- Шнековая литьевая машина:
Шнек вращается, осуществляя пластификацию и подачу материала. Обеспечивает равномерную пластификацию и стабильный объём впрыска. Подходит для массового производства (например, O-образные кольца, автомобильные уплотнения).
- Поршневая литьевая машина:
Материал подаётся за счёт возвратно-поступательного движения поршня. Простая конструкция, низкие потери давления. Подходит для материалов с высокой вязкостью (например, фторкаучук, силикон) или для мелкосерийного производства прецизионных изделий.
2. По направлению смыкания формы:
- Вертикальная литьевая машина:
Направление смыкания — вертикальное, впрыск осуществляется сверху. Компактная, подходит для мелких изделий (например, электронные кнопки, медицинские пробки).
- Горизонтальная литьевая машина:
Направление смыкания — горизонтальное, впрысковый узел расположен в одной линии с формой. Удобна для установки крупных форм и автоматизированной подачи/съёма, часто интегрируется в производственные линии (например, клапаны шин, сложные резиновые сборки).
Ключевые узлы
- Инжекционный узел:
1. Пластифицирующий элемент: шнек (с резьбой) или поршень в сочетании с нагреваемым цилиндром (электронагрев), превращает твёрдую резину в однородную плавкую массу.
2.Сопло: соединяет цилиндр с формой, имеет узкое отверстие (Φ2–10 мм), обеспечивая высокоскоростной впрыск материала в форму.
- Узел смыкания формы:
Приводится в движение гидравлически или с помощью сервомотора (механизмы — коленно-рычажные, прямого действия), обеспечивает усилие смыкания 50–5000 кН, предотвращая утечку материала.
- Система управления температурой и процессом:
Зональное управление температурой цилиндра (точность ±1℃), программируемый контроллер (PLC) с параметрами впрыска, выдержки давления и вулканизации, поддержка многоскоростного впрыска.
Области применения
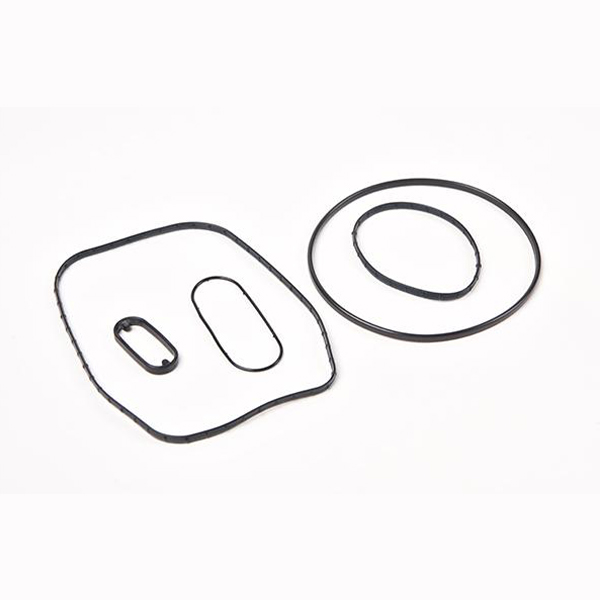
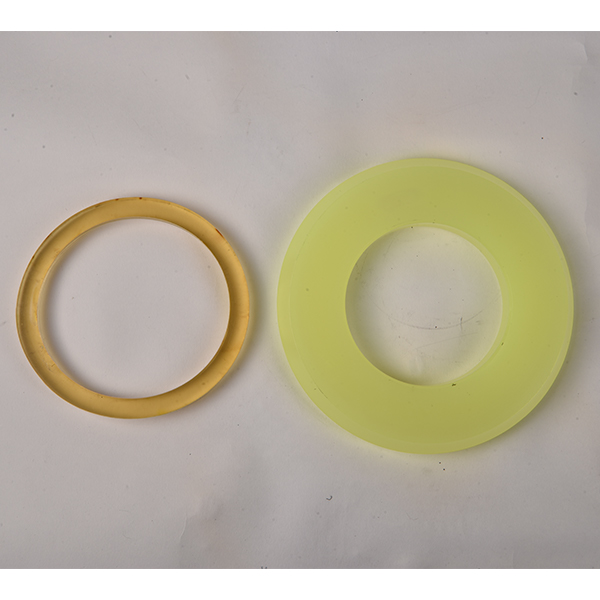
- Прецизионные резиновые изделия
- Автомобильная промышленность: уплотнители двигателя (маслостойкие, термостойкие), защитные резиновые чехлы для датчиков (сложная геометрия).
- Электроника и медицина: уплотнительные кольца для влагозащищённых разъёмов (высокая точность), медицинские силиконовые катетеры (без пузырей, высокая чистота).
- Изделия со сложной структурой: многогнездные изделия за одно формование (например, многослойные уплотнители), изделия с вставками (резина с металлическими наконечниками).
- Массовое производство: формы на несколько гнёзд (например, 1 форма × 16 гнёзд O-колец), время одного цикла — 10–60 секунд, подходит для крупносерийного и экономичного производства.
Преимущества
- Высокая производительность:
В отличие от традиционного прессования (ручная загрузка и смыкание), впрысковое формование полностью автоматизировано, производительность увеличивается в 2–5 раз, особенно при использовании многогнездных форм.
- Высокая точность изделий:
Высокое давление впрыска и полное заполнение позволяют формовать тонкостенные изделия толщиной менее 0,3 мм или прецизионные детали с допуском ±0,05 мм, уменьшая объём доработки.
- Высокий выход годных изделий:
Резина впрыскивается непосредственно в форму, практически без отходов (при традиционном прессовании необходимо ручное вырезание, отходы составляют 5%–10%), что снижает себестоимость.
- Широкая технологическая совместимость:
Поддерживает термореактивные резины (натуральный каучук, нитрил) и термопластичные эластомеры (TPE/TPU); некоторые модели поддерживают литьё двухцветных/разнородных материалов.
Принцип работы
1. Пластификация резины:
Твёрдая резина (в виде гранул или блоков) загружается в бункер, где она нагревается в цилиндре и пластифицируется шнеком или поршнем до однородного расплавленного состояния.
2. Высокоскоростной впрыск:
Инжекционный узел с заданным давлением и скоростью впрыскивает материал через сопло в закрытую форму до полного заполнения и удержания под давлением (для предотвращения обратного течения).
3. Вулканизация формы:
Форма снабжена нагревательной системой (электронагрев или пар, температура 120–200℃), в которой происходит сшивка и отверждение резины (время вулканизации зависит от материала и толщины изделия — от 30 секунд до 5 минут).
4. Открытие формы и извлечение изделия:
После завершения вулканизации форма открывается, изделие извлекается толкателем. Далее начинается новый цикл (в автоматических линиях — извлечение и контроль качества с помощью робота).
Если вам нужна информация о конкретных моделях (например, объём впрыска 500 г/цикл), усилии смыкания или технологиях энергосбережения (например, привод на сервомоторе) — дайте знать ~
связаться с нами
Сопутствующие популярные продукты

Защитный рукав бурильной трубы
Износостойкая, ударопрочная и коррозионно стойкая резина защищает бурильную трубу от повреждений во время бурения.
Специальное уплотнение
Изготавливается по индивидуальному заказу в соответствии с потребностями заказчика, с использованием резины, фторкаучука, полиуретана и других материалов, адаптированных к специальным конструкциям (например, нерегулярные канавки, сложные полости).

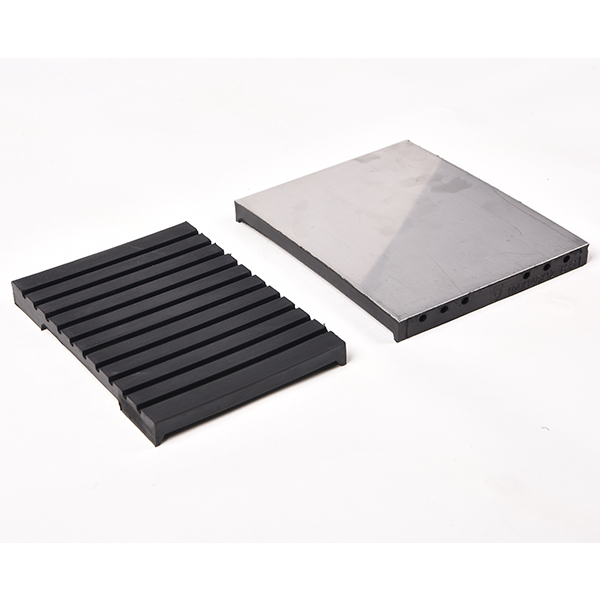
Виброгасящий блок
Используется резина высокой плотности с отличным демпфированием, снижающая вибрацию оборудования.
Уплотнение
Охватывает такие категории, как уплотнительные кольца, сальники, прокладки и другие, используя резину, фторкаучук, полиуретан и другие материалы для удовлетворения различных потребностей в герметизации.

Подушка безопасности
Изготавливаемый из высокопрочной резины или полиуретана, он обладает отличной герметичностью, высокой эластичностью (удлинение ≥ 400%) и термостойкостью от -30℃ до 80℃.

Металлическая втулка
Высокопрочная опора + резиновое гашение вибрации, износостойкость и ударопрочность.

Виброгасящая труба
Гофрированная резина обладает устойчивостью к растяжению и изгибу, а также поглощает вибрацию трубопровода.
Полиуретановые виброгасящие детали
Изготовленный из полиуретанового эластомера, он очень износостойкий и очень упругий (коэффициент отскока ≥ 70%), а также имеет как уплотнительные, так и виброгасящие функции.

Нефтепромысловый пакеровский резиновый цилиндр
Изготавливается из гидрогенизированного нитрильного каучука (HNBR) или фторкаучука, устойчив к высокому давлению (≤70 МПа), высокой температуре (150°C–200°C) и воздействию нефти (сырая нефть, буровой раствор).

Изоляционная втулка
Изоляция и износостойкость, изоляция деталей от износа и электромагнитных помех.

Оборудование для смешивания резины
Зто основное оборудование, используемое для смешивания и равномерной пластификации сырой резины и компаундирующих агентов (таких как сажа, сера, ускорители и т. д.) для производства резины, соответствующей требованиям процесса. Это основное технологическое оборудование для производства резиновых изделий.

Присоска
Изготовлен из силикона или резины, с высокой вакуумной адсорбцией (≥80 кПа), термостойкостью от -20℃ до 120℃, подходит для гладких поверхностей (стекло, металл, пластик и т. д.).

Защитный рукав резьбы
Он изготовлен из высокопрочного резинового композитного материала, обладающего отличной износостойкостью и гибкостью, что позволяет эффективно защищать кабели от механических повреждений, коррозии от масла и воздействия высоких и низких температур.
Автоматический плоский вулканизатор резины
Оборудование, с помощью которого при постоянной температуре и давлении, под управлением автоматической программы, полуфабрикаты из резины (например, резиновый лист, предварительно сформованные заготовки) вулканизируются и формуются в плоские изделия или изделия методом прессования.

Экструдер резины
Оборудование, с помощью которого за счёт нагрева и сдвигово-прессующего действия вращающегося шнека непрерывно выдавливается смешанный резиновый материал, формируя полуфабрикат с определённым поперечным сечением (например, резиновая трубка, лента, уплотнитель и др.).

Металлическая резиновая втулка
Сочетание жесткости и гибкости, ударопрочности и усталостной прочности, подходит для системы валов тяжелого оборудования.



